
SHEAN (CANGZHOU) CORP LTD Manager@heiyangroup.com 86--13931764957

Product Details
Place of Origin: China
Brand Name: heiyan
Certification: CE
Model Number: HYLW
Payment & Shipping Terms
Minimum Order Quantity: 1set
Price: Negotiable
Packaging Details: wooden packing
Delivery Time: 15-25 days
Payment Terms: L/C, D/A, D/P, T/T
Supply Ability: 7-15 set per month
Machine Type: |
Cold Push Elbow Machine |
After-sales Service Provided: |
Field Maintenance And Repair Service |
Wall Thickness: |
3~30mm |
Mould Clamping Force (KN): |
1000-23000 |
Main Thrust (KN): |
630-12000 |
Work Pressure (MPa): |
25 |
Motor Power (KW): |
11-110 |
Radius: |
1D,1.5D |
Degree: |
30°,45°,90° |
Bending Material: |
Carbon Steel,alloy Steel,satinless Steel |
Machine Type: |
Cold Push Elbow Machine |
After-sales Service Provided: |
Field Maintenance And Repair Service |
Wall Thickness: |
3~30mm |
Mould Clamping Force (KN): |
1000-23000 |
Main Thrust (KN): |
630-12000 |
Work Pressure (MPa): |
25 |
Motor Power (KW): |
11-110 |
Radius: |
1D,1.5D |
Degree: |
30°,45°,90° |
Bending Material: |
Carbon Steel,alloy Steel,satinless Steel |
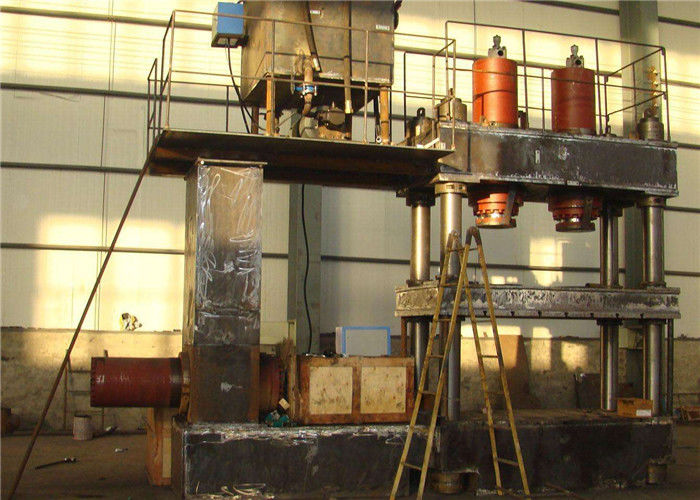
carbon steel and stainless steel pipe fittings elbow machine with hydraulic cold forming method
1. Product Presentation
2. Product Parameter
| Model | Size Range (mm) | Clamping Force (KN) | Pushing Force (KN) | Rated working pressure (MPa) | Total power of motor (KW) | Total Weight (kg) |
| HYLW-100 | Φ25-Φ76 | 1000 | 630 | 25 | 11 | 6300 |
| HYLW-200 | Φ34-Φ114 | 2000 | 1250 | 25 | 18.5 | 9000 |
| HYLW-400A | Φ133-Φ273 | 4000 | 2500 | 25 | 29.5 | 38000 |
| HYLW-400B | Φ108-Φ219 | 4000 | 2500 | 25 | 29.5 | 35000 |
| HYLW-630 | Φ133-Φ325 | 6300 | 3150 | 25 | 36 | 48000 |
| HYLW-800 | Φ219-Φ377 | 8000 | 4500 | 25 | 42 | 76000 |
| HYLW-1000 | Φ273-Φ426 | 10000 | 5000 | 25 | 65 | 98000 |
| HYLW-1600 | Φ325-Φ530 | 16000 | 8000 | 25 | 88.5 | 130000 |
| HYLW-2000 | Φ406-Φ630 | 23000 | 12000 | 25 | 110 | 200000 |
Before the use of the cold push elbow machine to check whether the power switch is normal, hydraulic oil is not prepared enough.Check whether there is any damage to the press mould and whether the height meets the requirements.Check whether the press mold is installed in place and should be fixed firmly.Adjust the Angle positioning frame to the appropriate position, put the electric heat neatly in the die to start the bending machine to make sure that the Angle of the bend is in place before taking it out and replacing it with the other end to repeat the above actions.Mark the processed products.The equipment must be carefully checked that there is no product or foreign body in the die before starting.After the device is opened, it is strictly forbidden to put your hand into the die or the rod stroke.In the production process, if there is an abnormal situation, the power should be cut off first to confirm the shutdown and then check.After production, the power switch should be turned off and the site cleaned.
![]()

